English
English
 中文简体
中文简体
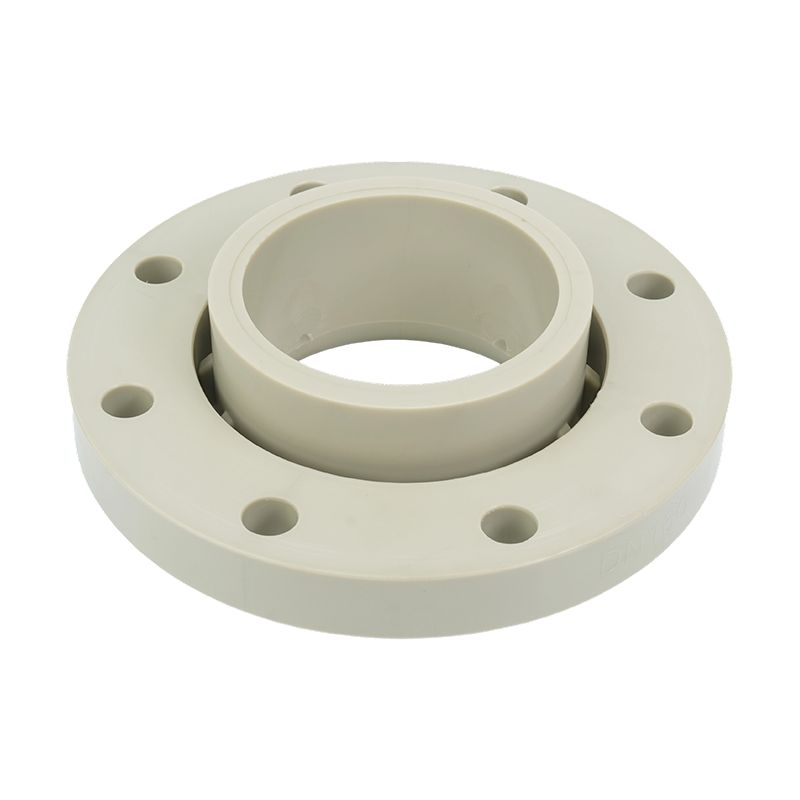
β--PPH All Plastic Lap Joint Flang
This product is applicable in piping systems operating under low pressure and wh...
View MoreContent
Plastic valves are the right choice when your piping system handles corrosive fluids, requires lightweight components, or operates in environments where metal corrosion is a persistent problem. In conditions where pressure stays below 1.0 MPa and temperature below 95°C, plastic valves weigh only 30–40% of equivalent metal valves, cut installation costs by more than 50%, and deliver comparable sealing performance — making them the practical default for chemical, semiconductor, environmental, and pharmaceutical plastic piping applications.
Modern valve systems built on plastic piping rely on four core valve categories. Each type serves a different flow-control function, and choosing the wrong one leads to either over-engineering or premature failure.
| Valve Type | Primary Function | Typical Application | Key Advantage |
|---|---|---|---|
| Ball Valve | Quick full-open / full-close shut-off | Chemical dosing, semiconductor lines | 90° rotation gives instant on/off; bubble-tight seal |
| Butterfly Valve | Throttling and isolation in large-bore lines | Water treatment, food & beverage, gas supply | Compact disc design; low pressure drop |
| Check Valve | Prevent backflow automatically | Pump discharge, chemical feed lines | No manual operation needed; protects upstream equipment |
| Foot Valve | Maintain prime in suction lines | Pump inlet, tank drainage | Keeps liquid column in place when pump stops |
Ball valves dominate general plastic valve selection because a simple 90° rotation achieves instantaneous flow on/off. In fully open or fully closed positions, the sealing surfaces of the ball and seat are completely isolated from the medium, preventing erosion and preserving long-term sealing integrity — a structural advantage that diaphragm or globe valves cannot match at the same flow coefficient.
The material of the valve body determines chemical compatibility, temperature ceiling, and pressure rating. Plastic valve series from established manufacturers typically cover three thermoplastic families:
A beta-crystalline polypropylene homopolymer with superior impact resistance and higher long-term pressure stability than standard PP-H. Suitable for most inorganic acids, alkalis, and salt solutions. Operating temperature range: -10°C to +95°C. Widely used in chemical, ironmaking, and aquarium/marine piping systems.
A polypropylene copolymer offering improved low-temperature toughness compared to homopolymer grades. Preferred when piping products must handle slight mechanical shock during installation or in outdoor environments with temperature cycling. Available in pressure ratings from 0.6 MPa to 1.6 MPa depending on pipe wall schedule.
Polyvinylidene fluoride — the premium option in the plastic valve range. Resistant to halogens, strong oxidizers, and organic solvents that attack PP-based materials. Serviceable from -40°C to +150°C. Used in semiconductor ultra-pure water lines, pharmaceutical manufacturing, and aggressive chemical dosing where no contamination is tolerable.
When specifying valves for a plastic piping system, match the valve body material to the pipe material. Mixing PPH valves into a PVDF pipe loop, for example, creates a weak point where the lower chemical ceiling of the valve limits the system's overall performance.
Plastic ball valves in a valve system are available in three actuation configurations, each suited to a different operational context:
Manual ball valves use a lever handle and a personalized handle-indication function. They are the lowest-cost option and the right choice for infrequently operated isolation points or locations where an operator is always present. Some manufacturers offer custom LOGO installation on the handle — a practical benefit for multi-line systems where quick visual identification prevents operator error.
Electric ball valves are powered by an electric actuator and can be integrated into PLC or SCADA control systems. Response time is measured in seconds, making them appropriate for automated dosing systems and remote-controlled pipeline segments in semiconductor or pharmaceutical facilities.
Pneumatic ball valves use compressed air for actuation and operate at very high speed — the fastest of the three options. Single-acting (spring-return) and double-acting configurations are available. Pneumatic actuation is preferred in hazardous-area installations where electrical sparking is a concern, and in applications requiring very high cycle rates, such as automated chemical blending in industrial plastic piping.
Pressure rating is the most commonly under-specified parameter when selecting plastic valves. The following framework covers the key steps:
First, identify the system's maximum operating pressure (MOP) and add a safety factor. For thermoplastic valve systems, a 1.5x safety factor over MOP is standard practice. A line running at 0.6 MPa continuous service should use components rated at 1.0 MPa minimum.
Second, account for temperature de-rating. Thermoplastics lose pressure-bearing capacity as temperature rises. A Beta-PPH valve rated at 1.6 MPa at 20°C may be de-rated to 0.8 MPa at 80°C. Always request the manufacturer's pressure-temperature curve, not just the nominal PN rating.
Third, check fitting compatibility within the same plastic piping system. Socket fusion fittings at 1.0 MPa must be paired with valves at the same or higher rating. Mixing pressure classes within a single loop introduces a pressure limitation at the lowest-rated component — typically the fitting, not the valve itself.
Plastic valves in piping products are available in two primary end-connection formats, each with distinct maintenance implications:
Double union ball valves allow the valve body to be removed from the pipeline without cutting the pipe. The union nuts on both ends loosen, the valve slides out, and a replacement drops in. This is the preferred configuration for applications requiring periodic maintenance or cleaning — chemical dosing lines, for example, where valve internals accumulate deposits. Downtime for a union-end valve replacement is measured in minutes.
Flanged ball valves use a bolted flange connection that provides higher mechanical integrity at larger pipe diameters (typically DN50 and above) and at higher pressures. They are standard in pipeline segments that will not be regularly accessed and where the bolt-flange joint's rigidity is an advantage — such as underground piping or valve stations with vibration exposure. Flanged connections also facilitate alignment during installation in plastic piping systems with dimensional tolerances.
The plastic valve market is not generalist. Demand clusters around process industries where metal corrosion is either a contamination risk or a maintenance cost driver. Key sectors include:
Semiconductor manufacturing demands ultra-pure water and chemical distribution lines where even trace metal ions from standard valve bodies can damage wafers. PVDF ball valves and check valves are the specified standard because PVDF introduces no extractables into the fluid stream.
Chemical processing involves acids, alkalis, and oxidizers that attack carbon steel within months. Beta-PPH and PVDF plastic valves eliminate corrosion as a failure mode, reducing unplanned shutdowns. A facility replacing metal gate valves with plastic ball valves in its acid dilution circuit typically reports maintenance intervals extending from 6 months to 3–5 years.
Environmental and wastewater treatment uses butterfly valves and check valves extensively in large-bore plastic piping for aeration, chemical dosing, and effluent discharge. The corrosion resistance of thermoplastic valves is especially valuable in saltwater and chlorinated water environments where stainless steel remains susceptible to pitting corrosion over time.
Pharmaceutical and biochemical manufacturing requires valve systems that are cleanable in place (CIP) and sterilizable in place (SIP). PVDF valves with PTFE-lined seats meet both requirements while resisting the solvents and peroxides used in cleaning protocols.
Before specifying a plastic valve in a critical service line, four verification steps are worth completing:
Request the material data sheet for the valve body, seat, and seals. Confirm the chemical compatibility of each component against your process media — not just the valve body material. EPDM seals, for example, are incompatible with many hydrocarbon-based fluids even when the PPH body is chemically suitable.
Ask for third-party test reports. Credible manufacturers in the plastic valve space hold independent laboratory certifications covering pressure cycling, leakage rate, and UV aging. These reports distinguish valves built to industrial standards from lower-grade commodity products sold on price alone.
Confirm the patent and design status of key components. Manufacturers holding invention patents on sealing structures — rather than simply assembling imported components — offer a meaningful performance differentiation. Patent counts (for example, 36 invention patents alongside 36 utility model patents) are a proxy for engineering depth.
Pilot test before full-line deployment. For aggressive media or novel process conditions, running a single valve in service for 90 days before committing to a full-system specification eliminates the risk of a mismatch between catalog performance data and real-world conditions in your specific plastic piping environment.
This product is applicable in piping systems operating under low pressure and wh...
View MoreProducts
Company Information
Address: No. 55 Haichuan Road, High-Tech Zone, Dongtai City, Jiangsu Province, China
Mobile: +86 137 7009 5258
Tel: +86-515-85479999
Email: [email protected]
We'd love to hear from you!