 English
English
 中文简体
中文简体


β--PPH Plain End Thermo-fusion Socket Pipe Fittings 1.6MPa
Used in piping systems requiring plain end connections. Specifications: DN15(D20...
View MoreContent
β-PPH Fittings are connected mainly through four methods: hot-melt socket fusion, butt fusion welding, flange connection, and threaded union connection. Socket fusion is the standard choice for pipes from DN15 to DN110, butt welding suits larger diameters above DN110, flange joints are used where equipment or valves need to be detached for service, and union connections allow quick disassembly at pump or filter stations without cutting the pipe.
Each connection method for β-PPH Fittings serves a different purpose in a Plastic Piping system, and the right choice depends on pipe diameter, working pressure, and how often the joint needs to be opened for maintenance. The table below summarizes the four methods commonly specified by fabricators and installers.
| Connection Method | Typical Diameter Range | Best Application | Detachable |
| Hot-Melt Socket Fusion | DN15 - DN110 | General process lines, chemical drainage | No |
| Butt Fusion Welding | DN110 - DN630 | Main trunk lines, large-diameter transfer | No |
| Flange Connection | DN25 - DN300 | Valve inlets, pump connections, tank nozzles | Yes |
| Threaded Union | DN15 - DN50 | Instrument fittings, frequent maintenance points | Yes |
Socket fusion is the most widely used connection method for β-PPH Fittings in small and medium diameter Piping products. A heating tool simultaneously melts the outer surface of the pipe and the inner socket wall of the fitting; once the surfaces reach a plastic state, the pipe is inserted into the fitting socket and held under light pressure until the melt cools into a single homogeneous body.
Key process figures used by most fabricators are as follows.
| Parameter | Recommended Value |
| Heating plate temperature | 210°C to 230°C |
| Pressure holding time after insertion | 8 to 12 seconds |
| Natural cooling time before handling | 30 seconds minimum |
| Pipe end preparation | Square cut, deburred, degreased |
Because the joint becomes chemically fused rather than mechanically clamped, a correctly executed socket fusion joint reaches nearly the same wall strength as the pipe body itself, which is why it remains the default choice for solar panel, semiconductor, and biochemical piping runs.
Once diameters exceed DN110, socket tooling becomes impractical, so butt fusion welding takes over. The two pipe or fitting ends are faced flat with a rotating planer, then pressed against a heated plate until both surfaces melt evenly. The plate is withdrawn and the two molten faces are pressed together under controlled force to form a continuous bead weld.
Short-socket and extended-socket butt weld fittings rated at 1.0 MPa are typically selected for main distribution headers, while the extended-socket variants provide a longer fusion interface for pipelines subject to vibration or thermal cycling, such as ironmaking cooling loops.
Each product below represents a distinct connection configuration, from direct socket joints to flanged and elbow fittings, all manufactured to 1.0 MPa working pressure standards.
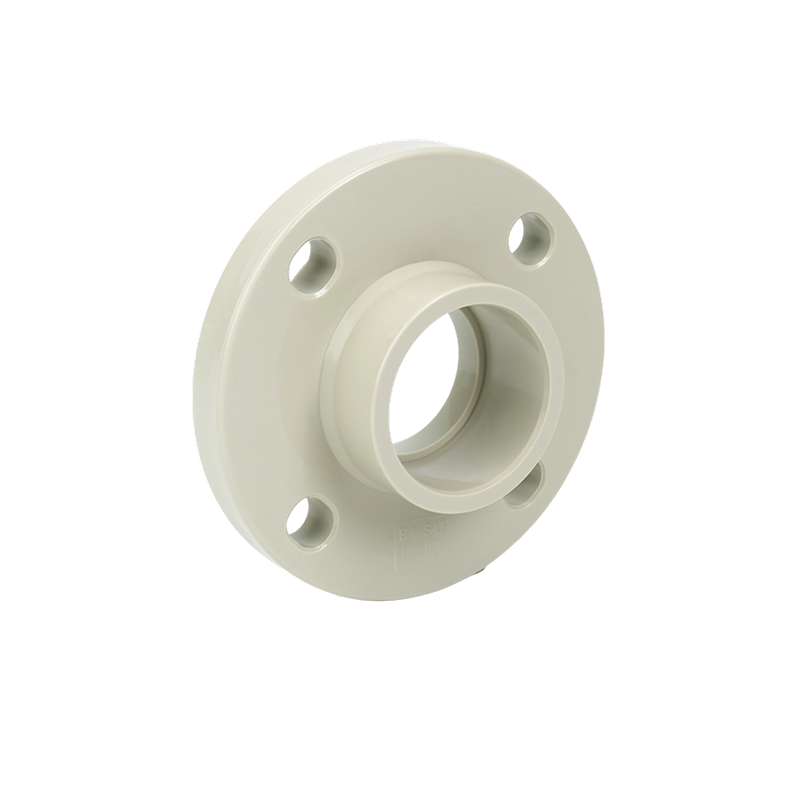
Flange connections are specified wherever a section of the pipeline must be opened repeatedly, such as at a Valve Systems inlet, pump suction, or filter housing. An integral flange socket fusion fitting is first fused to the pipe using the standard hot-melt process, and a loose backing ring together with bolts then clamps two flange faces together with a gasket in between.
Because the fusion joint carries the pressure load and the bolted faces only provide compression on the gasket, flange fittings combine the strength of a fused joint with the convenience of a bolted, removable connection. This is the preferred interface between β-PPH pipework and any Plastic Valve installed in the line.
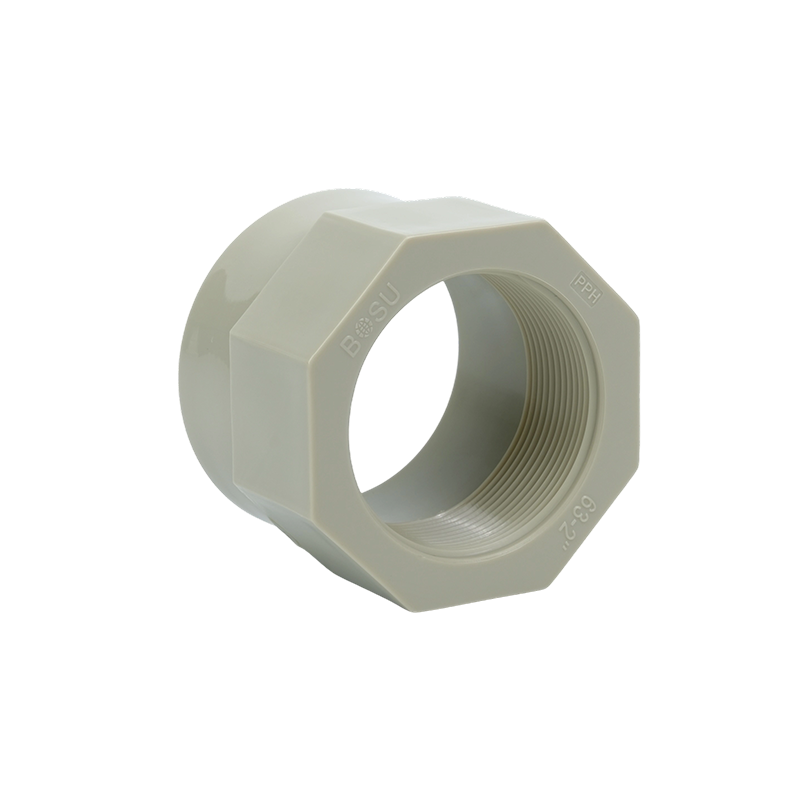
Union fittings use a three-piece design: two body halves are each fused or threaded onto the pipe ends, and a center nut draws the two halves together against an EPDM or FPM seal ring. This method does not require any heat at the moment of connection or disconnection, so it is favored at instrument tie-ins, sample points, and equipment skids that see frequent servicing.
Single female unions with threaded ends are also available for transitioning β-PPH lines into metal or PVC piping, and dedicated β-PPH to PVC union fittings extend this flexibility to mixed-material systems commonly found in aquarium, marine, and pharmaceutical facilities.
Selecting a connection method is not only about diameter. β-PPH material has a long-term working temperature range of -20°C to 100°C and a short-term limit of 110°C, but pressure capacity drops as temperature rises. At 60°C the maximum operating pressure falls to roughly half of the nominal pressure rating, so the connection method and wall thickness must both be reconsidered as temperature increases.
| Operating Condition | Recommended Approach |
| Corrosive media, strong acids or alkalis | Thicker wall fittings with fused joints |
| Neutral media, pure water or steam | Standard wall thickness, socket fusion |
| High pressure and low temperature | PN16 or above with flange reinforcement |
| Normal temperature and pressure | PN10 to PN12 socket fusion fittings |
| Frequent disassembly required | Union or flange connection |
Regardless of which connection method is used, joint failure is almost always traced back to preparation or process control rather than the fitting itself. The following checklist reflects the sequence most fabricators follow on site.
A β-PPH pipeline is only as reliable as its weakest joint. Because β-PPH Fittings are frequently paired with Plastic Valve components in solar panel, semiconductor, chemical, and environmental protection lines, an improperly fused or under-torqued joint can compromise the entire Piping products network, not just a single connection. Choosing the correct method for each location, following documented welding parameters, and verifying every joint with a pressure test are the three practices that consistently separate long-service installations from repeat maintenance calls.

Used in piping systems requiring plain end connections. Specifications: DN15(D20...
View More
1. It is a type of pipeline fitting, used where the main pipeline needs to branc...
View More
1.It facilitates fluid flow and causes less flow disruption when the diameter ch...
View More
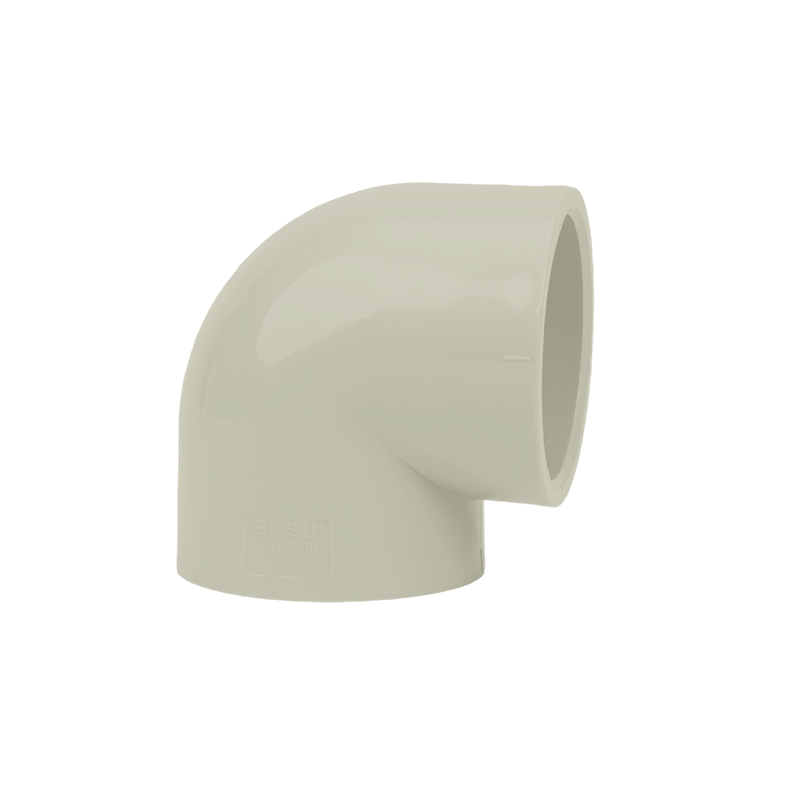
1. This fitting is designed for 90-degree directional changes in pipelines and i...
View More
1. This fitting is used to connect two pipes of different diameters, achieving a...
View More
1.This fitting is used to create a branch line from a main pipeline, allowing f...
View MoreProducts
Company Information
Address: No. 55 Haichuan Road, High-Tech Zone, Dongtai City, Jiangsu Province, China
Mobile: +86 137 7009 5258
Tel: +86-515-85479999
Email: [email protected]
We'd love to hear from you!