 English
English
 中文简体
中文简体
β--PPH Handle-type Operated Butterfly Valve
Easy to open and close, low fluid resistance, and simple structure. When fully ...
View MoreContent
To utilize butterfly valves effectively, they must be selected based on application pressure (up to 150 PSI for standard resilient-seated models), temperature range (typically -20°F to 250°F for EPDM seats), and flow control needs. Their primary function is to provide precise throttling or reliable on/off service in large-diameter pipelines where space is limited. For optimal performance, ensure the disc is fully closed during installation to prevent seat damage and always verify material compatibility with the media to avoid corrosion or swelling.
When installed correctly, butterfly valves offer a 90-degree rotation for quick shutoff, require only one-third of the installation space compared to gate valves, and can achieve bubble-tight shutoff with a pressure rating of ANSI Class 150 or 300. This makes them indispensable in water treatment, HVAC systems, and industrial processing.
The primary function of a butterfly valve is to regulate flow using a rotating disc. However, modern designs extend functionality to include:
A practical example: In a large-scale HVAC chiller plant, a 12-inch butterfly valve with a 0.5% flow accuracy replaced a traditional globe valve, reducing pressure drop by 80% and saving approximately $2,500 annually in pumping energy costs.
Choosing the wrong valve leads to premature failure. Use the following comparative data to guide your selection:
| Valve Type | Pressure Range | Temp. Range | Typical Applications | Leakage Rate |
|---|---|---|---|---|
| Resilient-Seated (Concentric) | Up to 232 PSI | -20°F to 300°F | Water, HVAC, Air | Zero (Bubble-tight) |
| High-Performance (Double Offset) | Up to 740 PSI | -50°F to 800°F | Steam, Oil, Chemicals | Class VI (near zero) |
| Triple Offset (Metal Seated) | Up to 1,450 PSI | Up to 1,200°F | Cryogenic, Sour Gas, High-Temp | Zero (API 598) |
For water treatment facilities, over 85% of installations use resilient-seated butterfly valves due to their cost-effectiveness and EPDM or NBR liners that resist chlorine degradation. In contrast, refineries prioritize triple-offset valves because they eliminate friction and extend seat life by up to 10x compared to standard designs.
Yes, but only within specific parameters. Concentric butterfly valves are ideal for throttling at pressures below 150 PSI and flow velocities under 20 ft/s. For continuous throttling applications, a high-performance or triple-offset design is recommended to prevent "cavitation erosion," which can destroy a standard rubber seat in less than 6 months under high differential pressure.
For resilient-seated valves, avoid installing with the stem vertical (upright) if the valve is used for throttling, as debris can settle in the lower bearing. Ideally, mount with the stem horizontal. For automatic control valves, the actuator should be positioned to avoid interference. Crucially, always install with the disc slightly open (10-15°) to prevent the seat from being pinched and torn by the disc edge during bolt tightening.
The pressure drop (ΔP) is determined by the flow coefficient (Cv). A 6-inch butterfly valve typically has a Cv of approximately 2,500 when fully open. Using the formula ΔP = (Flow Rate / Cv)² × Specific Gravity, a flow of 1,000 GPM of water results in a ΔP of just 0.16 PSI. This is 90% lower than a comparable globe valve, significantly reducing pump energy consumption.
Data from industrial facilities shows that quarterly seat inspection and bi-annual stem packing tightening extend valve life by up to 200%. For valves operating in slurry applications, inspect the disc edge for wear every 1,500 operating hours. Most failures occur due to over-tightening of the packing gland (60% of cases) or seat swelling from chemical incompatibility.
A 500-ton chiller plant replaced 14 gate valves (8" to 14") with high-performance butterfly valves. The results were quantified over a 12-month period:
This demonstrates that the correct utilization of butterfly valves directly correlates with operational efficiency, with a return on investment typically achieved in under 18 months in energy-intensive applications.
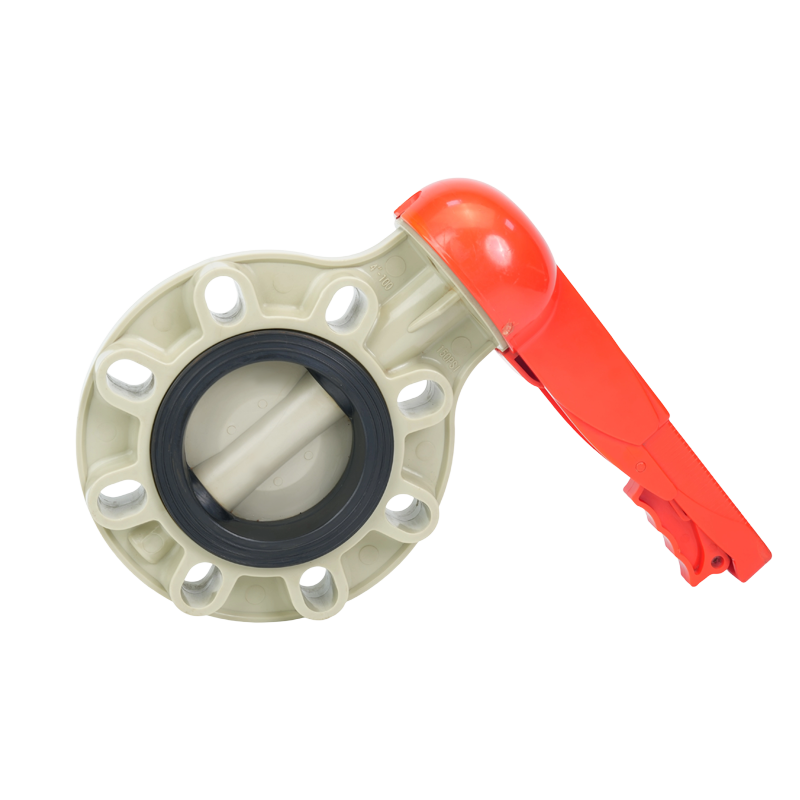
Easy to open and close, low fluid resistance, and simple structure. When fully ...
View More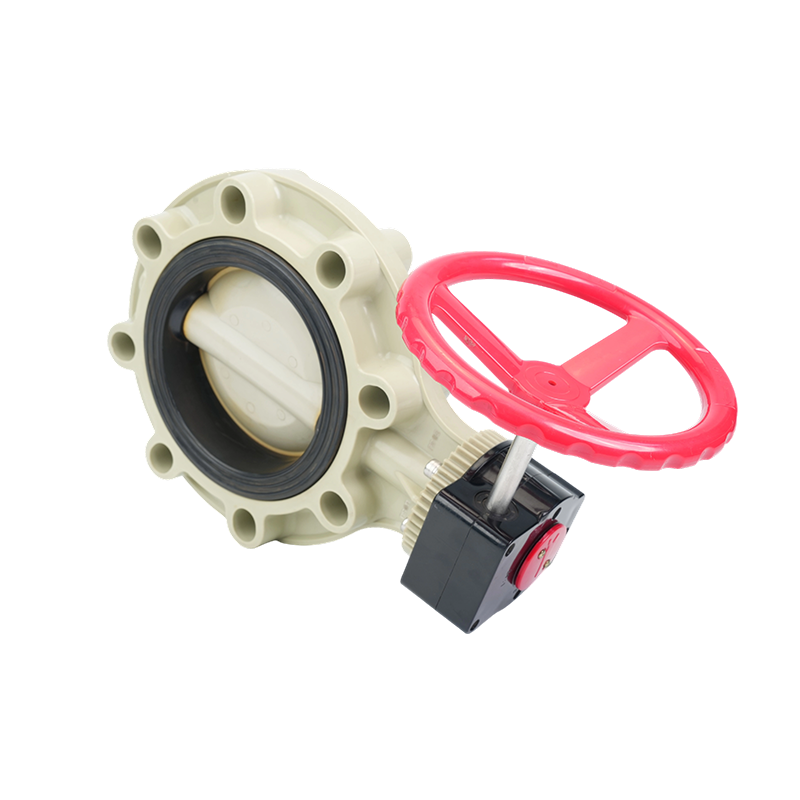
1. Convenient and quick opening and closing, labor saving, small fluid resistanc...
View More
The electric butterfly valve uses electricity as the driving force, consisting o...
View More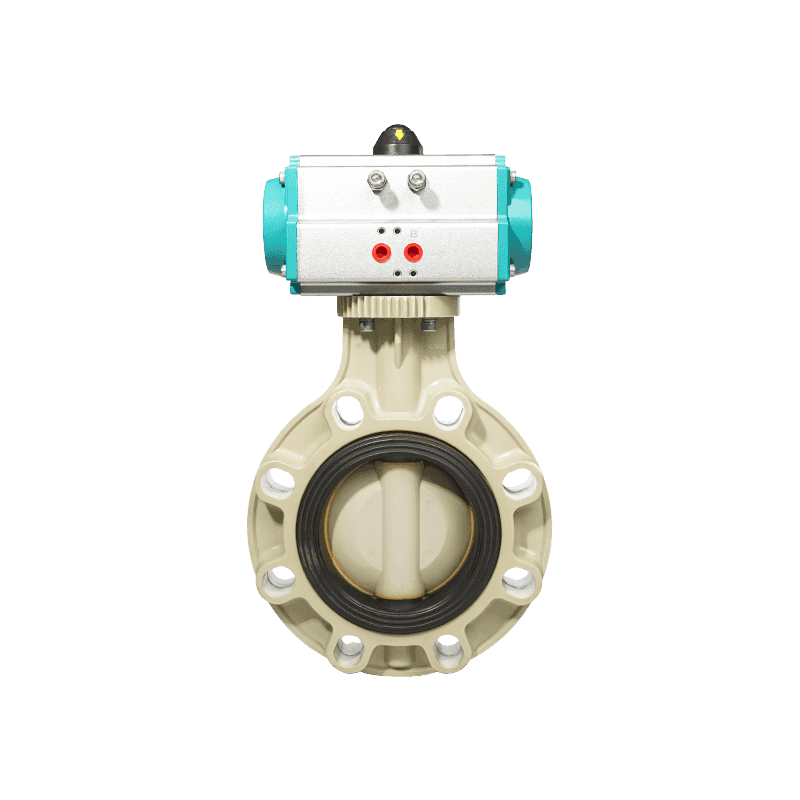
It is suitable for regulating flow, pressure, and temperature in industrial aut...
View More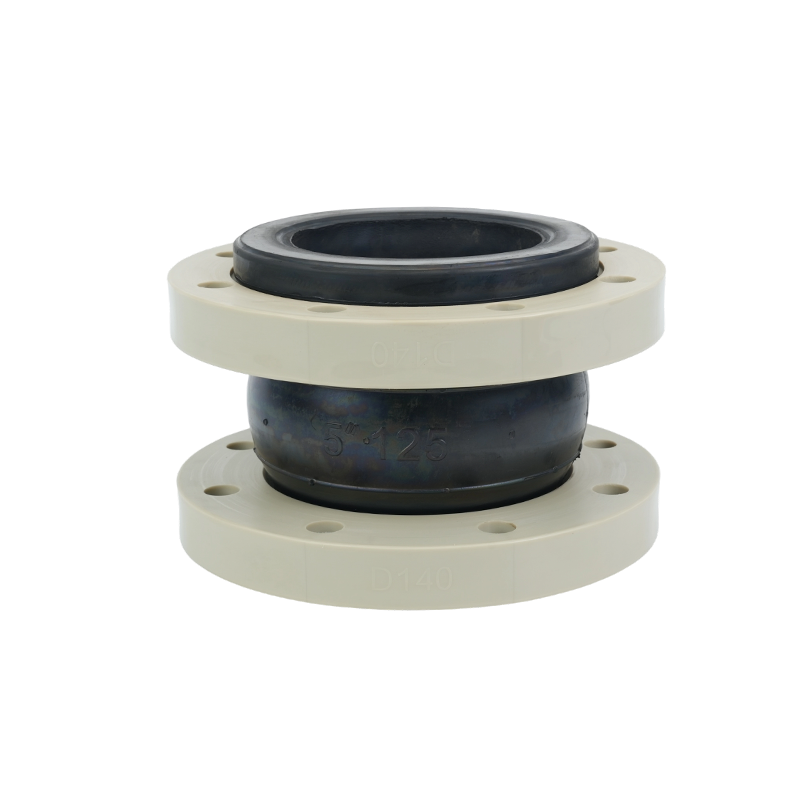
Product Specifications: DN25 (D32), DN32 (D40), DN40 (D50), DN50 (D63), DN65 (D7...
View More
Product Specifications: D40*32, D50*32, D50*40, D63*32, D63*40, D63*50, D75*40, ...
View MoreProducts
Company Information
Address: No. 55 Haichuan Road, High-Tech Zone, Dongtai City, Jiangsu Province, China
Mobile: +86 137 7009 5258
Tel: +86-515-85479999
Email: [email protected]
We'd love to hear from you!